- Panyu District, Guangzhou, Guangdong, China
- 2044, 2nd Floor, Yayun Avenue, Dalong Street
- whatsapp:
- +86 13265357928
SPC Blog
How can risks be identified in advance in automobile manufacturing? — Sharing SPC application practices
I. Why is SPC indispensable to the automotive industry?
The automotive industry is characterized by a large number of parts, complex processes, and extremely high quality requirements. A complete vehicle often consists of tens of thousands of parts, involving stamping, welding, painting, final assembly, and the production of numerous outsourced parts. Fluctuations in any stage can be amplified into batch quality problems, leading to high risks of rework, claims, and even recalls.
SPC (Statistical Process Control) is a quality management method developed to address the issues of process stability, controllable fluctuations, and early detection of anomalies. It is not a post-event inspection but a process prevention management tool, which aligns perfectly with the automotive industry's pursuit of "zero defects" and "continuous improvement."

II. Typical Application Scenarios of SPC in the Automotive Industry
1. Stamping Process: Dimensional Stability Control
Common critical quality characteristics (CTQs) in the stamping process include:
* Sheet length, width, hole dimensions
* Flatness, warpage
* Burr height
Through Xbar-R control charts / Xbar-S control charts, it is possible to:
* Monitor die wear trends in real time
* Detect equipment anomalies early
* Avoid batch defects caused by dimensional drift
Typical benefits:
* Reduce unplanned die downtime
* Extend die life
* Reduce first and final inspection pressure
2. Welding Process: Process Consistency Monitoring
Key indicators in the welding process include:
* Weld strength
* Weld position deviation
* Number of welds
SPC can be combined with:
* Measurement control charts (Xbar-R): Weld pull-out force
* Count control charts (P-chart / U-chart): Welding defect rate
Typical benefits:
* Identify welding torch wear and current fluctuations
* Prevent structural strength defects
* Meet OEM audit requirements (e.g., VDA, IATF 16949)
3. Painting Process: Dual Control of Appearance and Performance
Painting is one of the most "sensitive" processes in automotive quality. SPC is commonly used to monitor:
* Film thickness
* Gloss
* Color difference (ΔE)
* Defect rates such as particles and runs
SPC can help:
* Monitor changes in painting equipment and environment
* Analyze the impact of temperature and humidity on painting quality
* Reduce repainting and repair costs
4. Final Assembly and Component Assembly: Preventing Systemic Defects
In final assembly and component assembly, SPC is commonly used to:
* Tightening torque
* Gap surface difference
* Assembly dimensions
Combined with CPK/PPK capability analysis, it can:
* Determine whether the process has long-term stable supply capabilities
* Support mass production release (PPAP) for new projects
* Provide quantitative basis for continuous improvement
5. Supplier Quality Management (SQM)
In the automotive industry, SPC has long since extended from the shop floor to the supply chain:
* Requires suppliers to submit control charts and capability indices
* Remotely monitors quality trends of key components
* Anomalous data triggers early warnings and a closed-loop rectification process.
This has significant value for the following three points:
* Reducing incoming material inspection costs
* Preventing defective materials from entering the factory
* Improving the overall quality level of the supply chain
III. Core Value of SPC for Automotive Companies
1. Shifting from "Inspection Quality" to "Manufacturing Quality"
* Proactive problem detection
* Reducing rework
2. Replacing experience-based judgment with data
* Anomalies are supported by evidence
* Improvements are quantifiable
3. Supporting Systems and Audit Requirements
* IATF 16949

* VDA 6.3
* OEM Process Audit: The audit focuses on six key areas; the audit results directly impact business:
— Man: Are operators properly trained? Are key personnel certified? Are personnel changes controlled?
— Machine: Are key equipment identified? Is equipment status stable? Are equipment inspections and maintenance in place?
— Material: Are incoming materials controlled? Is batch and traceability clear? Are non-conforming materials effectively isolated?
— Method: Are the work instructions the latest version? Are actual operations consistent? Are error-proofing measures effective?
— Measurement: Are the testing equipment calibrated? Are the testing methods reliable? Is SPC used for process monitoring? (Key point)
— Environment: Are temperature and humidity controlled? Does cleanliness meet requirements? Do environmental changes affect quality?
4. Cost Reduction and Efficiency Improvement
* Reduce scrap rate
* Reduce downtime risk
* Improve delivery stability
IV. Common Challenges in Implementing SPC in the Automotive Industry
* Data collection relies on manual methods, resulting in insufficient timeliness.
* Control charts are drawn but not used, lacking closed-loop management.
* Non-normal data leads to CPK distortion.
* SPC software functions are disconnected from on-site operations.
Solutions:
* Promote automated data collection and systematic SPC.
* Establish a closed-loop mechanism of "alarm-analysis-rectification-verification".
* Introduce non-normal capability analysis and data transformation methods.
* Integrate SPC into daily production management, not just for auditing.
V. Conclusion: SPC is the "early warning radar" for automotive quality.
In the automotive industry, the cost of quality problems is often exponentially amplified. SPC is not just a control chart, but a data-driven process management philosophy.
Whoever can detect fluctuations earlier can eliminate risks earlier; whoever can truly utilize SPC can maintain stability and reliability in fierce competition.
SPC is not just a quality tool, but also a long-term competitive advantage for automotive companies.
Innovative Practices and Applications of Web SPC Systems
In the field of quality management, traditional Statistical Process Control (SPC) often faces the dual challenges of "data silos" and "analysis lag." With the deepening of industrial digitalization, we believe that SPC should not be merely a drawing tool, but rather a real-time pulse connecting the production site and management decisions.
1. Real-time: Bridging the time lag between data and analysis
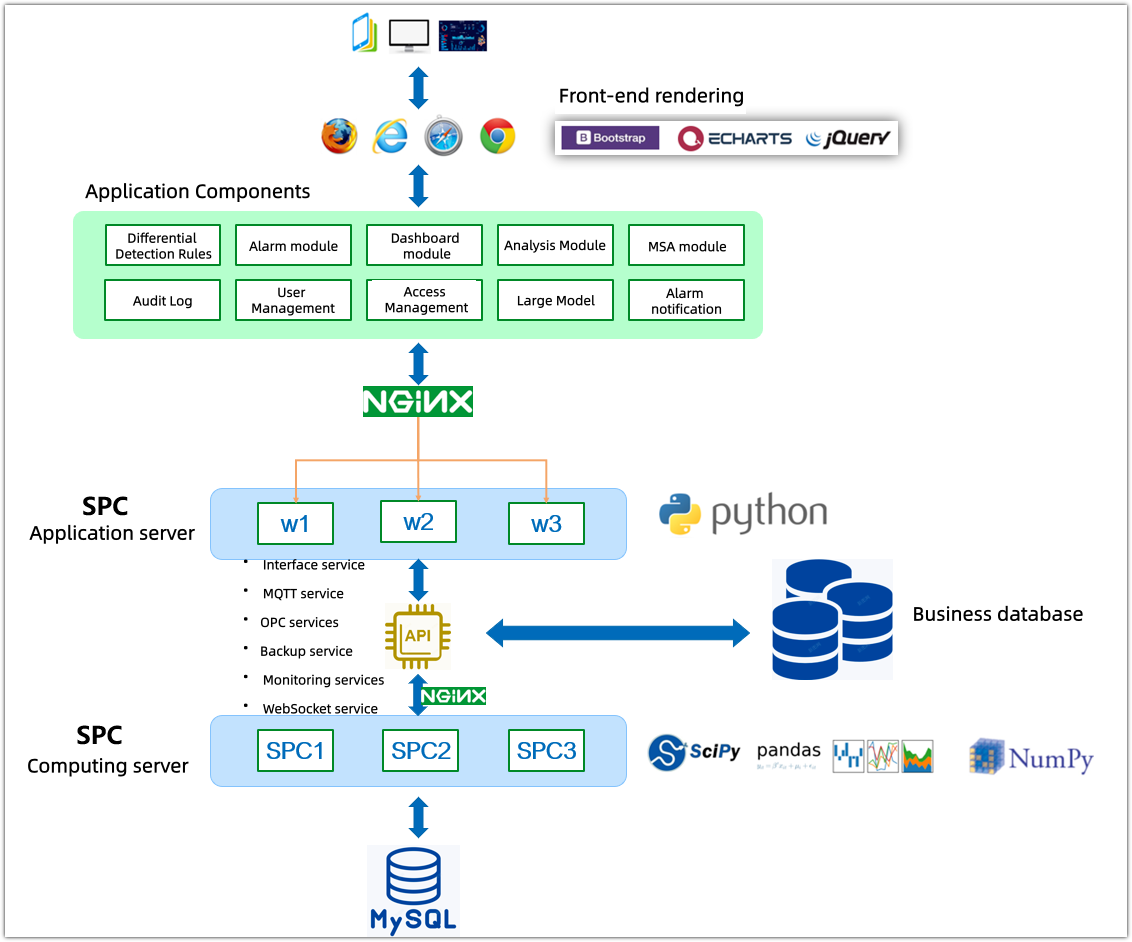
The system adopts a B/S architecture, achieving seamless integration from data generation to chart feedback. Through integrated HTTP, MQTT, TCP, OPC, and other interface protocols, data from sensors or detection equipment on the production line can be synchronized to the system in real time. This mechanism ensures that control charts are updated automatically without manual refresh when the page is open, truly transforming quality control from "post-event statistics" to "process prevention."
2. Multi-dimensional dashboards: Building a comprehensive monitoring view
To meet the quality management needs at different levels, we have designed three types of core monitoring dashboards, supporting the creation of an unlimited number of display pages:
• Dynamic Dashboard: Designed specifically for production workstations, it is projected onto the workshop's large screen via an independent URL. Data changes in real time as it flows in from the inspection points, allowing frontline personnel to immediately grasp the stability of the process.

• Integrated Dashboard: Supports cross-process configuration, allowing control charts, rainbow charts, or histograms of different testing items to be freely combined in the same view, enabling centralized monitoring of complex processes.

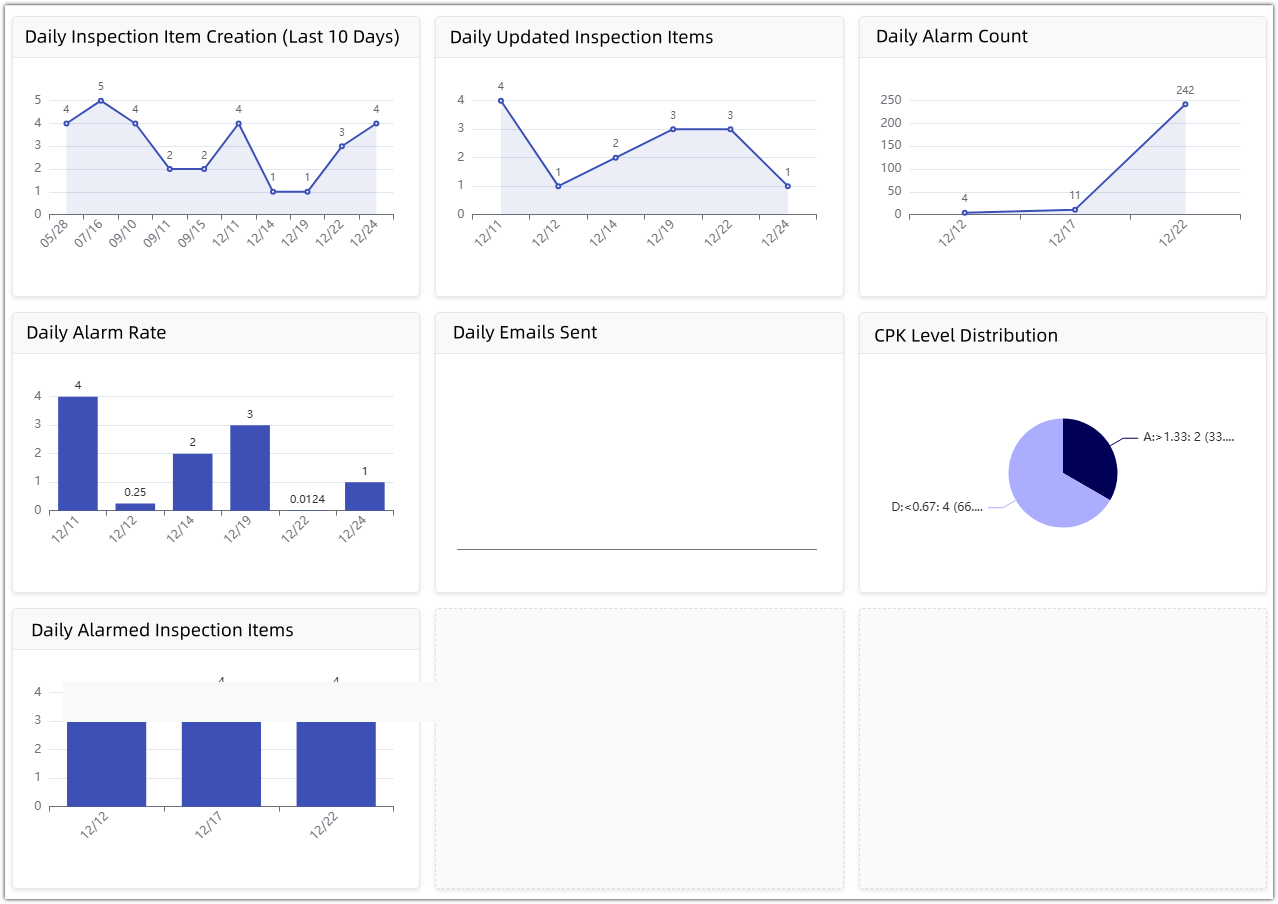
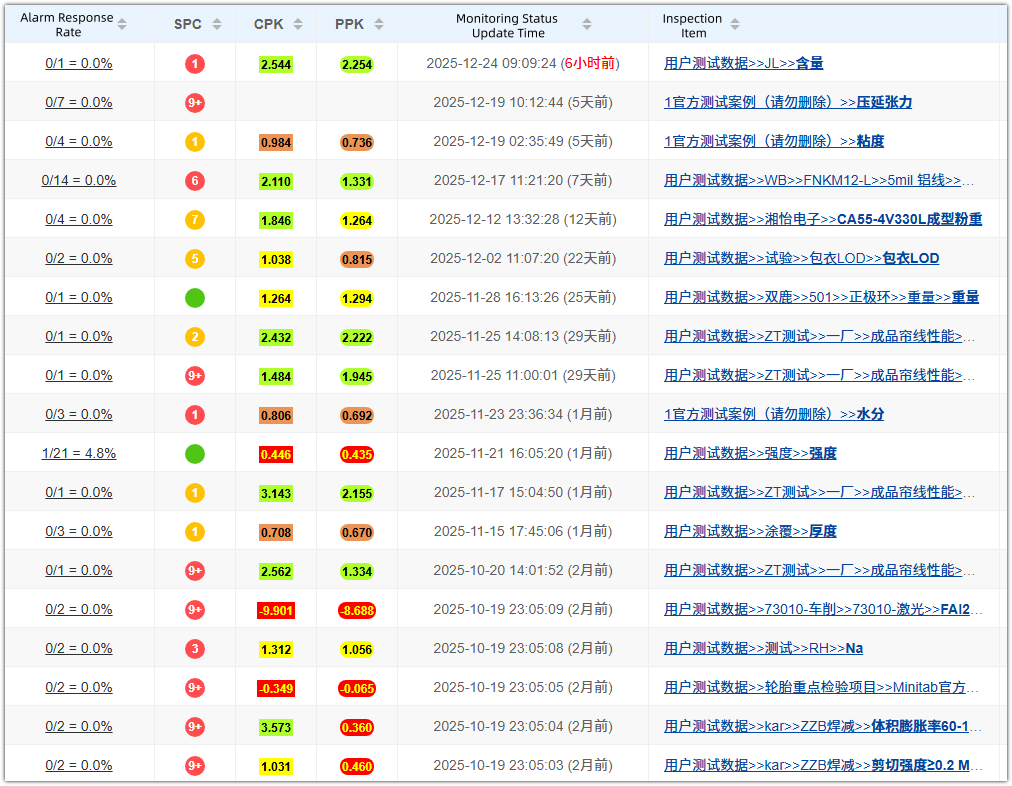
• Statistical Dashboard: Provides data summaries for management, intuitively displaying daily alarm rates, number of updated detection items, and anomaly lists, identifying systemic quality risks from a global perspective.
3. Closed-loop alarm: From anomaly detection to improvement record
A robust backend monitoring service is the core of the system's proactive defense. Its key feature lies in the independent configuration of anomaly detection rules and alerting rules:
• Omnichannel reach: The backend monitors SPC anomaly detection and CPK/PPK process capability alerts in real time. Once a rule is triggered, the system can immediately push alarm information via email, WeChat Work, DingTalk, Lark, and MQTT interface.
• Closed-loop management: Personnel receiving alarms can directly register improvement measures in the system. This closed-loop model, from anomaly detection and message push to the recording of processing results, ensures that nursing measures are traceable and that the improvement process is clear and transparent.
4. In-depth technological development: AI empowerment and reliability assurance
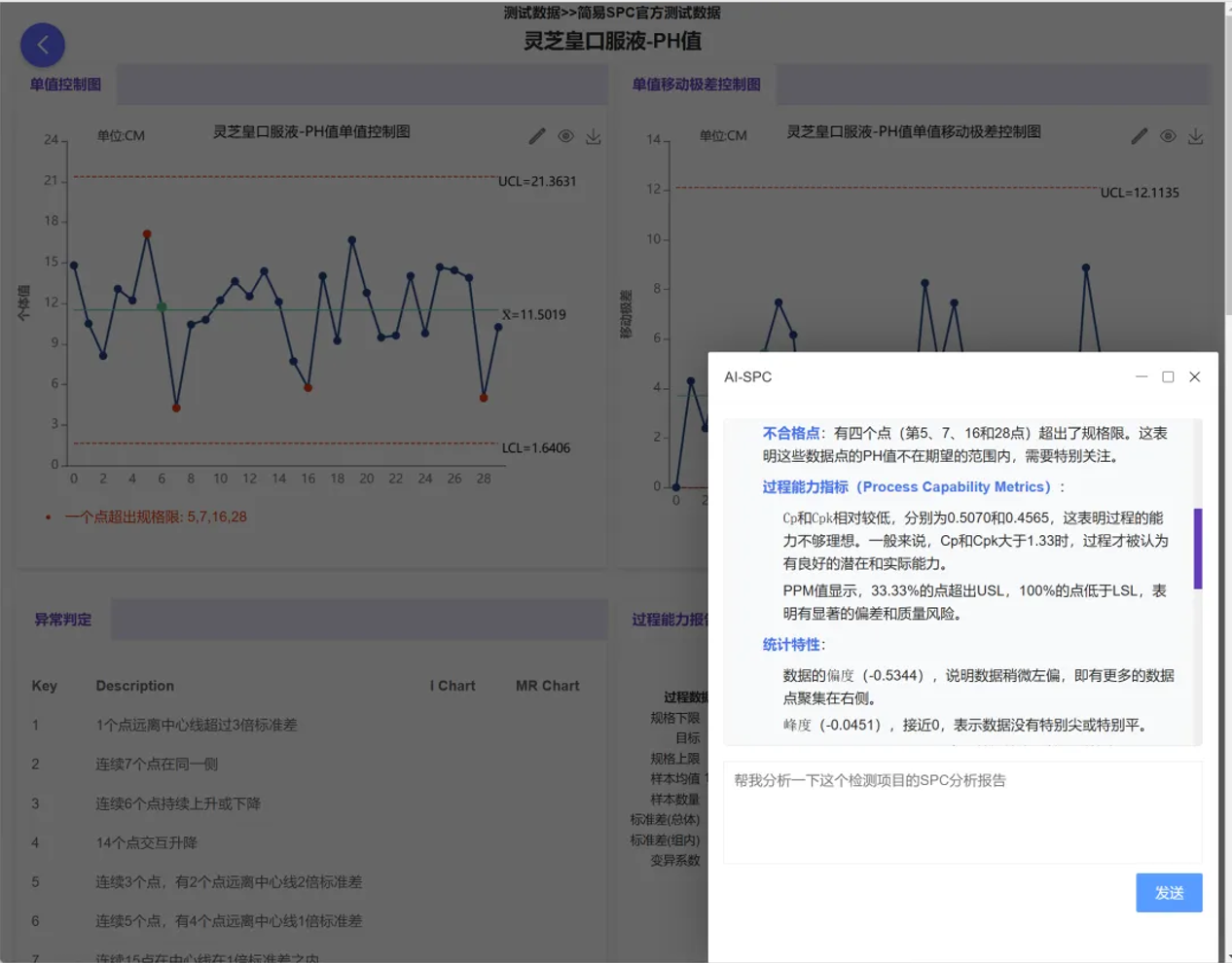
Beyond basic statistics, we've introduced more cutting-edge tools to deeply mine the value of data. The MSA (Measurement System Analysis) module covers gauge linearity and bias studies, Gage R&R studies, and more, ensuring the stability and accuracy of the gauges themselves before statistical analysis. Simultaneously, the system innovatively integrates large models such as ChatGPT and DeepSeek, enabling one-click intelligent interpretation of statistical results and assisting quality managers in quickly analyzing the causes of anomalies.
We are committed to helping enterprises build efficient digital quality systems with a lightweight architecture and extremely low technical barriers. By enabling data to "speak" and anomalies to be "detected in real time," we help China's manufacturing industry steadily move towards high-quality development.
Should Manufacturing Companies Still Implement SPC Amid Economic Downturn and Poor Business Performance?
In situations like economic downturn, poor business performance, insufficient orders, and idle production lines, besides personnel optimization and cost control, let's examine what SPC can bring to enterprises from a quality perspective.
I. Improved Performance
SPC provides objective, quantifiable process capability data, demonstrating the stability and high standards of production quality.
It enhances customer confidence, especially for customers with high quality requirements (such as those in the automotive, auto parts, and electronic chip industries).
SPC is the "key" to entering high-end supply chains. Without implementing SPC, companies may not even be eligible to bid. Furthermore, customers tend to choose suppliers with stable processes because it saves them on inspection and management costs.
It reduces customer audit risks. A mature SPC implementation system leaves a professional and reliable impression on auditors. Successfully passing audits reduces the risk of customers demanding corrective action or even canceling orders.
Compared to companies that don't implement SPC, they are more likely to obtain better audit scores and higher order quotas. It also fosters long-term partnerships, making customers less inclined to switch suppliers easily.
II. Cost Control
1. Reduce Scrap and Rework
Implementing SPC allows for real-time monitoring via control charts, with immediate alerts for any anomalies, minimizing the generation of batches of non-conforming products. This directly reduces raw material waste, labor waste, and the cost of handling scrap, while improving the first-pass yield.
2. Optimize Process Parameters
By analyzing control charts and process capability indices, key variables affecting quality can be identified, thereby determining optimal production conditions. This reduces quality problems caused by parameter fluctuations, resulting in more stable and efficient production.
3. Reduce Inspection Costs
When the process is under statistical control, the need for full inspection of the final product can be reduced, replaced by more economical sampling inspection. This saves significant investment in manpower and inspection equipment.
III. Improve Human Resource Utilization
1. Fully Utilize Idle Manpower
When orders decrease, the "waiting time" for operators, technicians, or quality personnel increases. Sometimes, large-scale workforce optimization isn't feasible. Implementing SPC allows idle staff to learn SPC theory and participate in quality analysis and improvement processes, avoiding wasted human resources. This ensures employees can still create value for the company even with insufficient working hours, preparing for future order peaks.
2. Enhancing Employee Skills
SPC requires employees to learn statistical thinking, data collection, and problem-solving. Cultivating a core group of talent with data analysis and continuous improvement skills is an invaluable competitive advantage after economic recovery.
IV. Laying the Foundation for Long-Term Development
SPC provides objective data for problem analysis, rather than relying on experience or guesswork. This ensures management's improvement decisions are based on facts and data.
SPC can drive a shift in thinking from "producing products" to "producing qualified and stable products," cultivating a quality-conscious mindset across all employees. It improves the overall management level of the enterprise, laying the foundation for future automation and digital transformation.
Building competitive barriers, especially during economic downturns when competitors may choose to reduce quality management investment. Implementing SPC at this time often results in higher cost-effectiveness and more stable quality, seizing market share. This creates a unique competitive advantage, preparing for rapid growth after economic recovery.
What should we do if the customer requires the immediate implementation of SPC process control during a factory audit?
Many factories face customer audits that require them to implement SPC (Service Process Control) as soon as possible, which presents a significant challenge. Implementing SPC doesn't seem like an easy or quick process. So what can be done?
Using Excel is incredibly time-consuming and doesn't allow for comprehensive SPC process control.
Is there a way to achieve comprehensive SPC process control that is both cheap and fast?
This requires that:
· SPC software can acquire test data and operational data through multiple methods;
· It should be ready to use immediately upon deployment and installation;
· It shouldn't be used by just one person; it should be usable by both the quality department and the production department;
· And it shouldn't be too expensive, costing hundreds of thousands.
In addition, essential SPC functions must be included, such as:
· Support for various SPC control charts
· Support for eight major anomaly detection rules and custom rules
· Support for process capability statistics such as CPK, PPK, CPM, and CA
· Real-time viewing of SPC analysis reports
· SPC dashboard functionality
· Ideally, backend monitoring with notifications via email, WeChat Work, etc.
It seems that to meet all the above requirements, it would require at least hundreds of thousands US dollars plus one or two months of on-site implementation, which is quite difficult in terms of both cost and time.
Therefore, we recommend our Simple SPC, which has the following features.

· Deployable in just one day.
· Price in the tens of thousands US dollars.
· Unlimited users, unlimited online users, unlimited monitoring points, unlimited dashboards; one account per user.
· All users access the service through a browser.
· Server license, one-time lifetime license, no annual license fee.
· Supports SPC control charts: I-MR, Xbar-S, Xbar-R, MR-R/S, NP, C, P, U.
· Fully supports the eight standard SPC anomaly detection rules (and custom anomaly detection rules).
· Multiple data entry methods: online manual entry, online Excel import, HTTP interface synchronization, TCP server mode, MQTT mode, OPC data acquisition.
· One-click output of comprehensive SPC analysis reports: control charts, normality tests, rainbow charts, box plots, distribution fitting, process capability analysis histograms, machine learning outlier charts, capability comparison charts, data summaries, large model interpretation.
· Create any number of SPC monitoring dashboards: dynamic dashboards, comprehensive dashboards, statistical dashboards, which can include SPC control charts, rainbow charts, histograms, and box plots for any testing item, ideal for workshop dashboards.
· Backend monitoring: SPC control chart outlier detection, CPK and PPK anomaly monitoring.
· Notification channels: email, WeChat Work, DingTalk, Lark, MQTT, API.
· Real-time automatic updates of control charts.
· 11 language versions.
· Multiple analysis tools: CPK tool, regression analysis, correlation analysis, normality tests, one-sample t-tests, two-sample t-tests, distribution fitting, etc.
· Open SPC outlier detection API and other data synchronization, testing item creation, etc. APIs.
· Integrated with MSA.
· Private deployment on the enterprise intranet, data security and controllability, browser-based, no client installation required.
This is why our Simple SPC software is the first choice for our customers.
Simple SPC has been recognized for the third time as the "2025 SPC Statistical Process Control Software of the Year" by China SoftWare Home.
Since its launch in 2022, Smiple SPC has been awarded the "Statistical Process Control Software of the Year" by SoftWare Home three times, for the years 2022, 2024, and 2025. Over the past four years, an increasing number of customers have chosen our solution.
· SoftWare Home | 2025 SPC Software of the Year List (Rankings are in no particular order).

- What If Subgroup Sizes Are Not Fixed?
- Invisible Variations That Define Yield :Practical Applications of SPC in Semiconductor Manufacturing
- Simple SPC 4.0 – Detailed Product Overview
- Simple SPC 4.0 Official Release
- Using data to safeguard safety: Application practices of SPC in the pharmaceutical industry
- How can risks be identified in advance in automobile manufacturing? — Sharing SPC application practices
- Innovative Practices and Applications of Web SPC Systems
- Should Manufacturing Companies Still Implement SPC Amid Economic Downturn and Poor Business Performance?
- What should we do if the customer requires the immediate implementation of SPC process control during a factory audit?
- Simple SPC has been recognized for the third time as the "2025 SPC Statistical Process Control Software of the Year" by China SoftWare Home.
- Giving SPC AI Wings: DeepSeek Enhancing Efficiency and Depth of Quality Management
- AI-Enhanced Statistical Process Control (AI-SPC): Revolutionizing Quality Management in the Era of Smart Manufacturing
- General-Purpose Artificial Intelligence Models (DeepSeek, etc.) and Statistical Process Control (SPC): A New Era of Intelligent Quality Management
- Simple SPC 2.0 released, with upgraded functions and optimized performance
- CPK and PPK: Essential Questions in Quality Interviews, Do You Truly Understand Them?
- Unilateral or Bilateral: An In-Depth Exploration of Specification Limits and Control Limits in SPC Analysis and Their Impact on Metrics
- How to Calculate Control Limits for Xbar-R and Xbar-S Control Charts in SPC Analysis and When to Use Each Chart
- Is SPC or Another Method Better for Determining Batch Consistency with Standards? A Recommended Analysis Approach
- Beyond SPC Control Charts: Lesser-Known but Effective Quality Analysis Tools
- SPC is the most accessible, effective, and performance-demonstrating analytical tool in the manufacturing industry.
- How to Quickly Identify Hidden Correlations Between Test Items Using the SPC System?